��������
��������
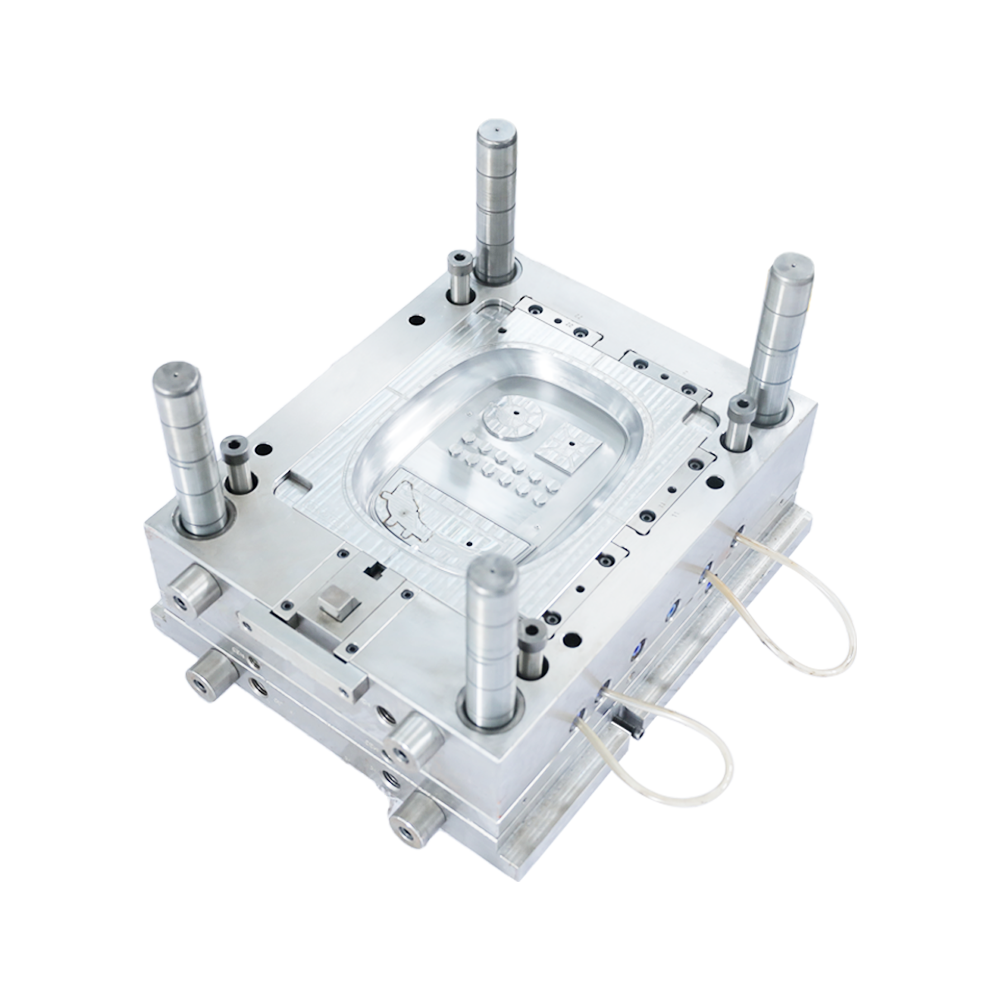
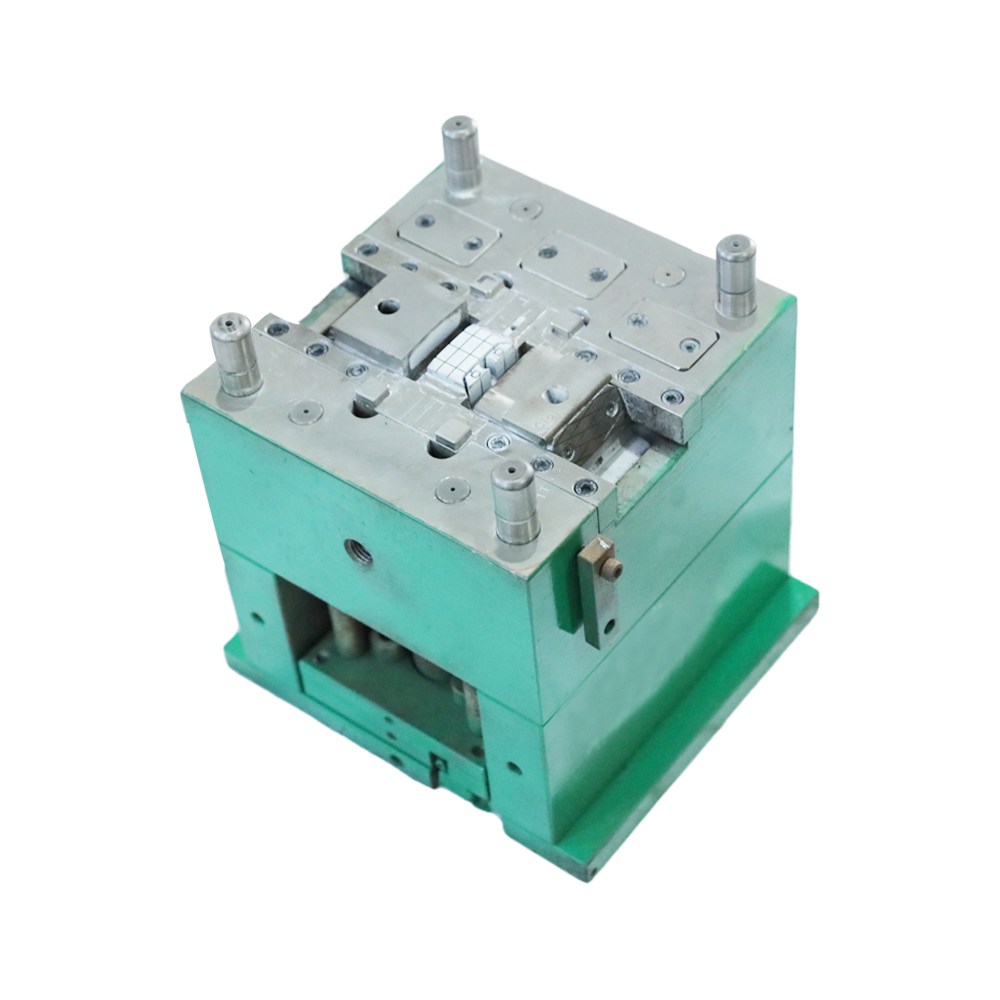
The continuous die refers to the cold stamping die in which the press uses ribbon stamping raw materials in one stamping stroke, and uses several different stations on a pair of dies to complete multiple stamping processes at the same time. Each time the die is punched, the strip moves at a fixed distance until the product is completed.
Continuous die
1. Reasonably determine the number of working steps: the number of working steps of the continuous die is equal to the sum of the single decomposition process. For example, the number of working steps of the punching descending continuous die is usually equal to the sum of the two single processes of punching and descending. However, in order to improve the strength of the stamping die and facilitate the installation of the punch, sometimes several steps can be completed according to the number of inner holes. The principle for determining the number of working steps is that the less the number of working steps is, the better. The fewer the number of working steps is, the smaller the cumulative error is, and the higher the dimensional accuracy of the punching workpiece is without affecting the strength of the die.
2. When arranging the sequence of punching and blanking processes, the punching process should be put in the front, which can not only ensure the direct transportation of materials, but also use the punching as the guide positioning hole to improve the accuracy of the workpiece. However, when it is associated with some bending dimensions or protruding parts, the punching position shall be determined according to the actual situation.
3. In the workpiece without round hole, in order to improve the accuracy of feeding step, the process hole can be designed in the first step of the female die, so that the process hole can be used as a guide to improve the accuracy of the stamping part. However, in the current mold design, we have gradually or completely adopted the outer frame guide belt. This is conducive to ensuring the machining accuracy of complex workpieces.
4. For different holes with the same size and high accuracy requirements, the same step of forming shall be arranged without affecting the strength of the die.
5. Steps with higher dimensional accuracy requirements should be arranged in the last process as far as possible, while steps with lower accuracy requirements should be arranged in the previous process, because the higher the step, the greater the cumulative error.
6. In a multi-step continuous mold, the steps of table punching, cutting, grooving, bending, forming, cutting, etc. should generally be arranged in the order of the separation process of punching, cutting, grooving, etc. in the first place, then the bending, drawing and forming process, and finally the cutting and unloading process.
7. When flushing porous processes with different shapes and sizes, try not to put large holes and small holes in the same step at the same time to ensure the accuracy of hole spacing during mold repair.
8. In the design, if the forming and blanking are completed on the same die, the forming punch and blanking punch shall be fixed separately, and the surface shall not be fixed on the same fixed plate. Try to fix the forming punch on the stripper. The backplane is mounted at the rear.
9. In the design, the forming part of each step must be kept on the same feeding line without damage.
10. For the die with many process steps and bending steps, the cutting edge of the female die shall be in the block structure as far as possible to achieve rapid replacement and grinding.
11. For the fixing method of punch, when realizing continuous punching, the fixing method of hanging platform and counter pressing block shall be adopted to ensure that the punch will not fall off and damage the mold during continuous punching.
12. If the die structure strength and position allow. Floating guide pins shall be used for multi-step dies as far as possible.
13. Interface form of cutting boundary. In the continuous die, the inexperienced person often cleans the interface. I suggest using a semicircular incision.
14. The round hole with the product as the reference hole shall be cut synchronously with the pilot hole. If the edge distance of the round hole is small and the hole size is required, the shape shall be cut before punching.
 +86-15995701933
+86-15995701933 [email protected]
[email protected]- OEM Plastic Mould Manufacturers